Muchos conductores hicieron la misma pregunta rápida, ¿cuál es la secuencia de torque de la tapa principal de LS ? Es una parte importante cuando desea ensamblar el motor.
Has viajado un largo viaje y quieres reconstruir tu motor. Obtuvo las herramientas necesarias y comenzó el proceso de desmontaje del motor.
Sin embargo, está atascado al intentar reinstalar los componentes del motor.
No está solo, ya que muchos controladores enfrentan el mismo problema con la secuencia de la tapa. Continúa leyendo y sabrás qué hacer.
¿Cuáles son las especificaciones de torque del motor LS?
De cualquier manera puede hacer que el motor funcione de manera ineficiente y reduzca su longevidad.
La especificación de torque para la tapa principal de los pernos excelentes debe ser de 15 lb-ft. También debemos usar nuestro medidor de ángulo para atravesar estos pernos principales internos a 80 grados.
Mientras tanto, el pase de la final de la final de la tapa principal se aprieta a 15 lb-ft, y debe ser de 53 grados.
¿Cuáles son las especificaciones de torque de la biela LS?
Al apretar los pernos de la biela, debemos recordar que el par debe ser de 15 lb-ft. Recuerde girar cada perno unos 75 grados adicionales al insertar el medidor de ángulo de torque.
¿Cuál es el par de la cubierta trasera del torque del perno LS?
No importa qué, al ensamblar el motor, debemos pasar por el paso de instalar la cubierta trasera.
Algunos pasos requieren que conozcamos sus valores de par de pernos, lo cual es importante para mantener las piezas del motor en su lugar.
Antes de agotar el perno de la cubierta trasera de 18 pies lb, utilice una herramienta de alineación de cubierta para que coincida con la superficie de sellado con los bloques de rieles de aceite. Además, también tenemos pernos de cubierta delantera de 15 pies lb.
¿Cuáles son las especificaciones de torque Flexplate 5.3?
Alinee el orificio adicional en la placa flexible o volante con el agujero en los cigüeñales hacia atrás.
Apriete los pernos del volante del motor del casillero de rosca a las roscas con el par de arriba.
También debemos seguir el método ilustrado en el diagrama, luego repetir para el segundo pase y el pase final de 74 pies-lb.
¿Qué son las especificaciones de torque de perno de cabeza Gen 3 5.3?
Otra parte importante del motor al ensamblar es instalar cabezas y pernos de cilindros. Para el M11 x 2.0 x 155.5 y M11 x 2.0 x 101.0, los pernos deben ser apretados a 22 pies-lb en la primera pasada.
Luego, usamos un medidor de ángulo de torque para torcer 90 grados y 50 grados, respectivamente, en la segunda etapa.
Para M8 x 1.25 x 46.0, apretamos los pernos numerados de 11 a 15 a 22 pies libras. No hay necesidad de agregar un ángulo a estos pernos. Además, el par de las tuercas de la cabeza del cilindro es de 80 pies lb.
¿Cuál es el par de la placa de leva LS?
Sin embargo, los pasos son complicados y necesitamos conocimiento técnico para terminar la tarea. Si no está seguro, es mejor llevar su automóvil a un técnico.
Instale tapa y pernos de cojinete principal
Coloque el bloque del motor en su base boca abajo. Vuelva a instalar todos los enchufes del bloque de atornillado, incluido el conjunto de enchufe de refrigerante y la galería de aceite.
Inserte los enchufes de galera de aceite delantero en el lado del conductor de bloques del motor.
Coloque el casillero de hilo alrededor de su círculo y asegúrelo en su posición con un golpe de cabeza plana. El enchufe de la galería de aceite trasero y los rodamientos principales ahora se pueden instalar.
Las cubiertas superiores deben estar instaladas en el bloque, mientras que las cáscaras de rodamiento inferiores deben instalarse en las tapas principales.
Recuerde colocar las cáscaras de empuje en el bloque de soporte central.
Asegúrese de que las cáscaras de rodamiento superior estén lubricadas. Coloque suavemente la manivela en el bloque mientras sostiene el cigüeñal junto a la brida trasera y el hocico.
Una vez que engrase las cáscaras inferiores, inserte las tapas principales de los rodamientos, asegurando que cada tapa numerada esté instalada en el punto preciso.
Ensamblar pistones a bielas de conexión
Es importante que siga la secuencia de torque de la tapa principal y las especificaciones para que el motor funcione de manera efectiva.
Con el cigüeñal en posición, es hora de instalar los pistones en nuestras varillas de conexión . Cuando tenemos un clip en un lado, use suavemente el aceite limpio para lubricar las superficies de fricción en la barra y el pistón.
Mueva el pasador hacia abajo en los orificios y el pistón hasta que alcance el clip del pistón.
Instalar conjunto de pistón/varilla
Es mejor si tenemos una herramienta de giro de manivela. Sin embargo, en caso de que no tengamos la herramienta, debemos instalar un perno de manivela viejo y usar una llave de 24 mm para el giro del cigüeñal en la etapa de ensamblaje final.
Ahora instalamos los cojinetes de la biela. Colocamos la cubierta de barra de unión inferior en la tapa de la barra y la parte superior en la parte superior de la barra.
Para instalar el conjunto o pistón de la barra en el compresor del anillo, primero debemos girar el motor en su soporte y girar la manivela al centro muerto inferior.
Comience lubricando cuidadosamente la falda del conjunto de varilla de número derecho/pistón y presionando suavemente el pistón por el compresor de anillo de estilo manga a mano.
Instalar árbol de levas
Luego, instalamos la barra en el diario. Una vez hecho, podemos poner las tapas de la barra.
Deberíamos hacer el conjunto del perno de la biela con torque y especificaciones como se indicó anteriormente. Ahora instalamos el sensor de posición del cigüeñal . Apriete el perno del sensor de posición del cigüeñal a 18 pies-lb.
Instalar bomba de aceite
¡La construcción de bloques cortos ahora está completa! Tome un descanso bien ganado. Ahora instalamos el árbol de levas. Su frente se identifica a través del pasador de ubicación de la rueda dentada y el orificio del perno.
Luego instale la leva hasta que estas revistas de cojinete de leva posterior descansen sobre los bloques de rodamientos de la leva delantera.
La siguiente es la placa de retención del árbol de levas, que se instala como se describe anteriormente. Es hora de insertar la tecla Silvocatoria y el cigüeñal.
Usando un mazo de goma, inserte la llave en la tecla del hocico del cigüeñal. Podemos deslizarnos sobre el hocico para las ruedas dentales del mercado de accesorios, y se sentará completamente en la manivela.
Una vez hecho, podemos instalar la cadena de distribución y la bomba de aceite.
Cubierta trasera
El perno de retención se aprieta a 106 pies-lb, mientras que la bandeja del deflector de aceite se reduce a 18 pies lbs.
Ahora podemos instalar la cubierta trasera. Tenga cuidado al colocar la cubierta trasera en el bloque ya que los labios del sello de la manivela podrían ser fácilmente desalineados.
Causará una fuga de aceite más tarde. Los pernos de la cubierta trasera deben ser parciales a 18 pies-lb.
Cabeza de cilindro y pernos
Necesitamos instalar la cubierta delantera, la bandeja de aceite, el perno del sensor de cañón, luego los pernos de guía del levantador de válvulas y las bandejas de guía antes de la cabeza del cilindro.
Ahora colocamos la junta de la cabeza en el bloque y verificamos el receso de incompatibilidad de la junta.
Verifique que la superficie de la cubierta esté completamente limpia. Hay 15 pernos de cabeza de cilindro, diez de los cuales tienen un gran diámetro (M11). Como se mencionó anteriormente, el resto tendrá un diámetro más pequeño (hilo M8).
Para apretar los pernos de la cabeza M11, apretamos los numerados 1 a 10 en secuencia en el diagrama a 22 pies-lb.
A continuación, torcemos 90 grados con el método de ángulo. Después de asegurar todos los pernos M11, utilice una llave para atravesar los pernos internos M8 en secuencia de 11 a 15 a 22 pies lbs.
Colector de rockeros y admisión
Al hacerlo, no interferirán con los pasos de sujetar las tuercas de montaje.
Además, instalaremos las cubiertas de la válvula, el sensor de presión de aceite y los pernos de tubería de sangrado de aire de aire. Ahora podemos pensar en el colector de admisión.
Los sellos de admisión pueden salir de los surcos durante el proceso, por lo que asegúrese de que estén instalados correctamente antes de continuar.
Saque la cinta de enmascaramiento de los puertos de admisión, limpie la superficie de sellado, luego instale los pernos del colector de 11 pies lb.
Placa flexible
Antes de la instalación de FlexPlate, debemos insertar los rieles de combustible y el cuerpo del acelerador. Alinee el orificio adicional en la placa flexible o el volante con el de los cigüeñales traseros.
Inserte los seis pernos aplicando el casillero de rosca en sus roscas. Tarque a 15 pies lb siguiendo los pasos descritos en el diagrama anterior.
Instalaremos el amortiguador armónico por último, y el conjunto del motor ahora está casi completo.
Conclusión
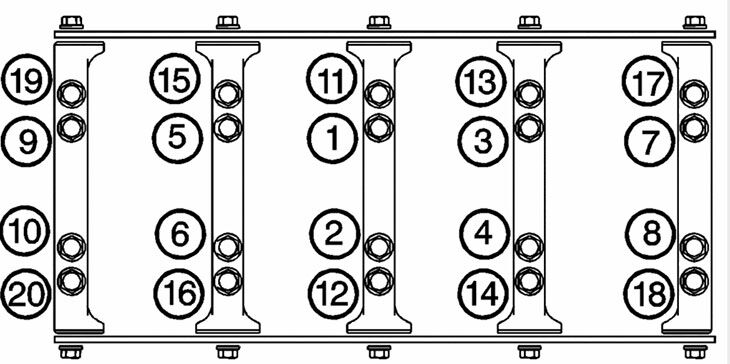
Puede verificar el diagrama anterior si está buscando cuál es la secuencia de torque de la tapa principal LS . Debe seguir esta secuencia a menos que la vida útil del motor esté acortada.
El ensamblaje del motor es un proceso complicado, y debe tener algunas habilidades. De lo contrario, debe llevarlo a un mecánico.
